
Introduction
When natural gas is extracted from a reservoir, it is typically saturated with water vapor. While the presence of water in gas might seem harmless at first glance, under the high pressures and operating temperatures of a refinery or pipeline, water becomes the greatest enemy of equipment and infrastructure.
The Dehydration Unit is a mandatory processing stage in almost all gas facilities, serving as a critical operational backbone in major industrial complexes such as the Palayesh Parsian Sepehr Gas Refinery. In this article, we examine why water removal is essential for such facilities and analyze the primary technologies used to achieve it: TEG Dehydration and Molecular Sieves.
Why Dehydrate Gas? (3 Critical Reasons)
Before understanding the “how,” we must understand the “why.” The presence of water poses three major threats to refinery operations:
1. Prevention of Hydrate Formation
This is the most critical reason. Gas hydrates are solid crystalline structures resembling packed snow or ice. The alarming fact is that hydrates can form at temperatures above the freezing point of water (e.g., at 10°C) when under high pressure.
Hydrate formation can rapidly block valves and pipelines, leading to flow restrictions, potential equipment damage, and even catastrophic pipe rupture due to pressure buildup.
2. Corrosion Control
Free water in the gas stream reacts with acid gases such as Carbon Dioxide (CO2) or Hydrogen Sulfide (H2S)—often present in natural gas—to form acids. This acidic environment causes severe internal corrosion in pipelines and vessels, compromising structural integrity.
3. Meeting Sales Gas Specifications
To inject gas into transmission pipelines, the Water Dew Point must be below a specific standard. This ensures that water does not condense back into liquid form during transport, especially during colder seasons.
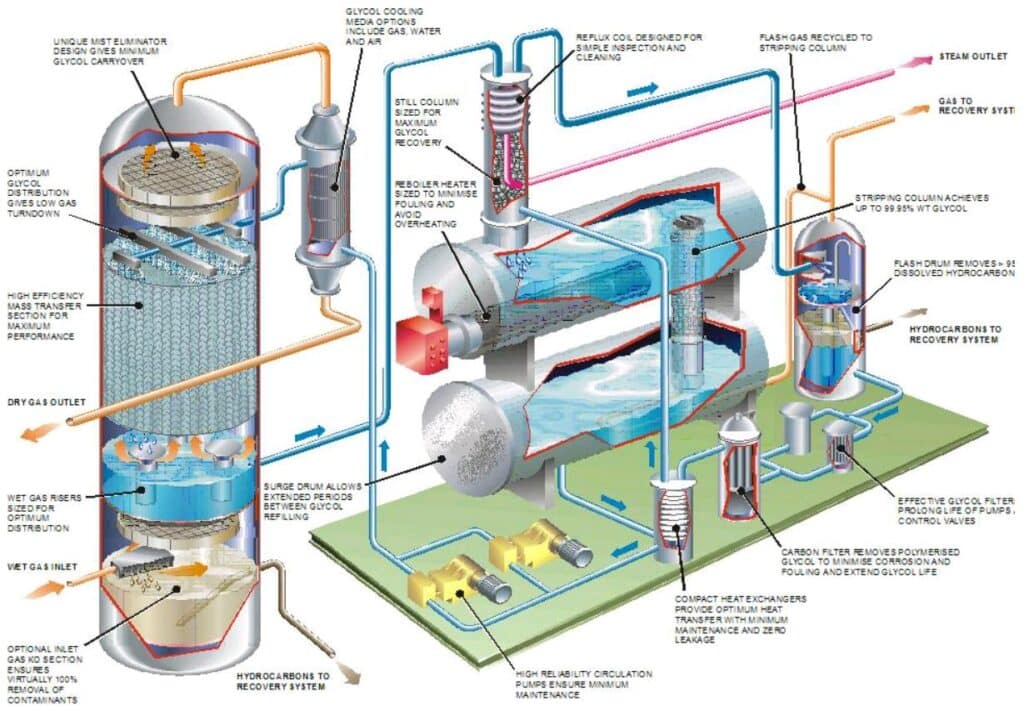
Method 1: TEG Dehydration (Absorption)
The most common dehydration method globally is chemical absorption using liquid glycol. Triethylene Glycol (TEG) is the industry standard due to its high thermal stability, low vapor pressure, and cost-effectiveness.
How the Process Works
- The Contactor Tower: Wet gas enters from the bottom of the tower and flows upward. Simultaneously, dry, pure glycol (Lean Glycol) is sprayed from the top.
- Absorption: As the gas and liquid come into contact over trays or structured packing, the glycol—which has a strong chemical affinity for water—absorbs the moisture from the gas.
- Outlet: Dry gas exits the top of the tower, while the water-saturated glycol (Rich Glycol) exits from the bottom.
The Regeneration System
The Rich Glycol is not discarded. It is sent to a Reboiler unit where it is heated to approximately 200°C (slightly below its degradation temperature). At this temperature, the water boils off as steam, and the glycol is purified (regenerated) to be pumped back to the Contactor tower.
Method 2: Solid Desiccant / Molecular Sieves (Adsorption)
When the process requires “ultra-dry” gas—for example, in NGL recovery units or LNG production where temperatures drop to -100°C or lower—glycol dehydration is insufficient. In these high-specification scenarios, Molecular Sieves are utilized.
How the Process Works
This method relies on physical Adsorption. The bed consists of spherical zeolite beads containing microscopic pores. These pores are sized precisely to trap water molecules while allowing methane molecules to pass through.
Key Difference: Batch Operation
Unlike the continuous TEG process, Molecular Sieves operate in cycles. Typically, a system has two or more towers:
- Tower A: In “Adsorption” mode (drying the gas).
- Tower B: In “Regeneration” mode (being dried out by a stream of hot gas).
While this method has higher CAPEX and OPEX, it can reduce moisture content to less than 0.1 ppm, a level often required for the deep recovery processes found in advanced plants.
Technical Comparison: Selecting the Right Method
| Feature | TEG Dehydration | Molecular Sieve |
|---|---|---|
| Primary Application | Transmission pipelines, City gates | Cryogenic plants, NGL & LNG production |
| Dryness Level (Dew Point) | Moderate (Down to -10°C to -20°C) | Very High (Down to -100°C) |
| Operational Cost | Lower | Higher |
| Operational Sensitivity | Sensitive to Foaming | Sensitive to bed crushing/fouling |
Operational Challenges: The Foaming Issue
Operators of TEG units frequently encounter Foaming. This occurs when liquid hydrocarbons, corrosion inhibitors, or fine solid particles contaminate the glycol.
Foaming in the Contactor tower reduces the contact area between the gas and the glycol, drastically lowering the water absorption efficiency. The standard solution involves:
- High-efficiency Filtration: Using mechanical filters and activated carbon filters to remove contaminants.
- Chemical Injection: Using Anti-foam agents to break the foam structure.
Conclusion
The Dehydration Unit acts as the refinery’s gatekeeper, protecting downstream assets from freezing and corrosion. The choice between a TEG system and Molecular Sieves depends on the facility’s ultimate goal.
If the objective is simply gas transmission, TEG is sufficient; however, if the goal involves deep liquid extraction (NGL) or cryogenic cooling, Molecular Sieves are indispensable. This strategic selection of technology is evident in advanced facilities like the Palayesh Parsian Sepehr Gas Refinery, where efficient dehydration ensures process safety and high-quality output.